МАШИНЫ ДЛЯ СТЫКОВОЙ СВАРКИ
полимерных труб
ИНСТРУКЦИЯ
Модель HW630 (315 - 630 мм)
Модель HW800 (500 - 800 мм)

СОДЕРЖАНИЕ
1 – ХАРАКТЕРИСТИКИ МАШИНЫ
1.1 - Назначение
1.2 – Область применения
1.3 - Тип
2 – ОСНАЩЕНИЕ МАШИНЫ
2.1 - Центратор
2.2 - Торцеватель (триммер)
2.3 – Нагреватель
2.4 – Защитный Кожух
2.5 – Гидравлический привод
3 – ЭКСПЛУАТАЦИЯ МАШИНЫ И УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ.
4 - ПАРАМЕТРЫ СВАРКИ.
5 – УХОД И СЕРВИСНОЕ ОБСЛУЖИВАНИЕ.
1. ХАРАКТЕРИСТИКИ МАШИНЫ
1.1 - НАЗНАЧЕНИЕ
Стыковая сварка труб и фитингов из ПЭ (PE), ПП (PP) для любого давления с любым показателем SDR для размеров:
модель HW630 (315-355-400-450-500-560-630 мм);
модель HW800 (500-560-630-710-800 мм).
1.2 – ОБЛАСТЬ ПРИМЕНЕНИЯ
Используются в полевых условиях, на стройплощадке и в цехе. Для монтажа систем газоснабжения водоснабжения, канализации, отопления и т.д. из труб и фитингов выполненных из ПЭ, ПП .
1.3 – ТИП
Машина стыковой сварки нагревательным элементом с гидравлическим приводом. Для эксплуатации машины в стандартной комплектации необходимо напряжение:
модель НW630 – Напряжение: 380 В (трёхфазное).
-Суммарная мощность: 10 кВт
модель НW800 - Напряжение: 380 В (трёхфазное).
-Суммарная мощность: 13 кВт
На сварочной машине может работать только специально обученный персонал.
2 - ОСНАЩЕНИЕ
| № | ОСНОВНЫЕ ДЕТАЛИ |
|
1 |
ЦЕНТРАТОР |
|
2 |
ТОРЦЕВАТЕЛЬ (ТРИММЕР) |
|
3 |
НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ |
|
4 |
КОРЗИНА НАГРЕВАТЕЛЯ И ТОРЦЕВАТЕЛЯ |
|
5 |
ГИДРАВЛИЧЕСКИЙ АГРЕГАТ |
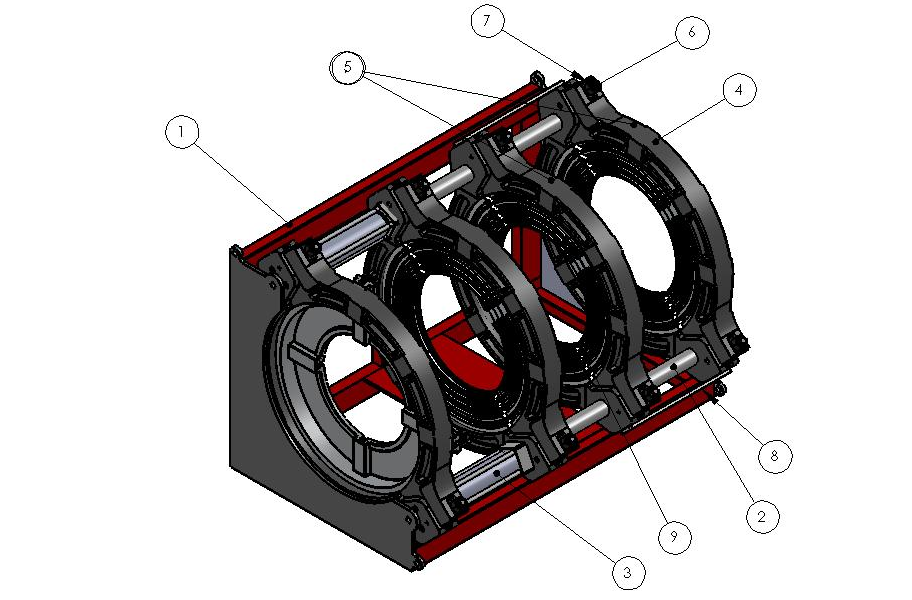
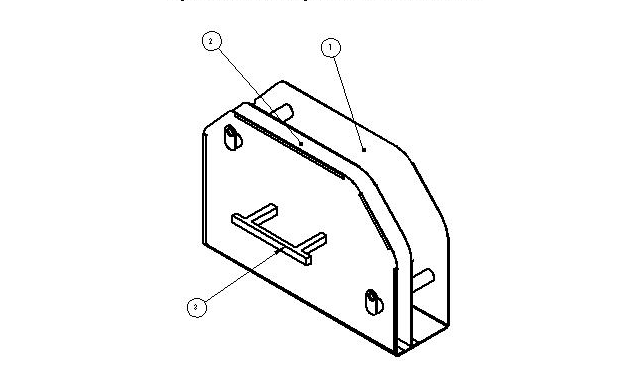
2.1 – Центратор
Предназначен для сдвига, фиксации, центровки и устранения овальности свариваемых труб при помощи верхних и нижних основных зажимов с двухсторонней фиксацией зажимными винтами с гайками 7 и 6. Состоит из станины 1 и установленных на направляющих 2 , двух подвижных 4 и двух неподвижных 5 основных зажимов . Рабочее давление и перемещение подвижных зажимов обеспечивают гидроцилиндры 3. Фиксатор 8 предназначен для установки и фиксации среднего неподвижного зажима в необходимое положение.
Комплектуется уменьшительными вкладышами 9 сварочного диапазона машины и зажимом для фланцев.
|
NO |
ОСНОВНЫЕ ДЕТАЛИ ЦЕНТРАТОРА |
|
1 |
СТАНИНА |
|
2 |
НАПРАВЛЯЮЩИЕ |
|
3 |
ГИДРАВЛИЧЕСКИЙ ЦИЛИНДР |
|
4 |
ПОДВИЖНЫЕ ОСНОВНЫЕ ЗАЖИМЫ |
|
5 |
НЕПОДВИЖНЫЕ ОСНОВНЫЕ ЗАЖИМЫ |
|
6 |
ЗАЖИМНАЯ ГАЙКА |
|
7 |
ЗАЖИМНОЙ ВИНТ |
|
8 |
ФИКСАТОР |
|
9 |
ВКЛАДЫШИ |
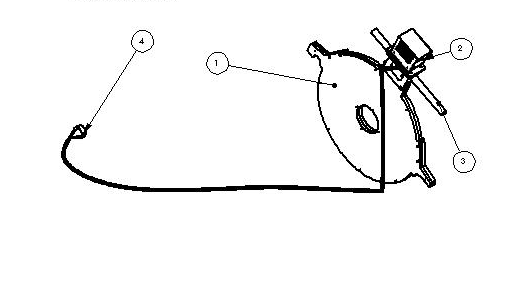
2.2 – Торцеватель (триммер)
Торцеватель (триммер) - электроинструмент с режущими ножами(лезвиями) на обоих сторонах вращающихся дисков торцевателя. Предназначен для механической обработки (торцевания) торцов труб, для обеспечения плоско параллельности труб и удаления оксидного слоя перед началом сварки.
|
|
ДЕТАЛИ ТОРЦЕВАТЕЛЯ (ТРИММЕРА) |
|
1 |
ВРАЩАЮЩИЕСЯ ДИСКИ |
|
2 |
НОЖИ |
|
3 |
ФИКСАТОР |
|
4 |
Модель HW630 - ДВИГАТЕЛЬ 380В – 1,5КВт; |
|
5 |
ЭЛЕКТРИЧЕСКАЯ ВИЛКА |
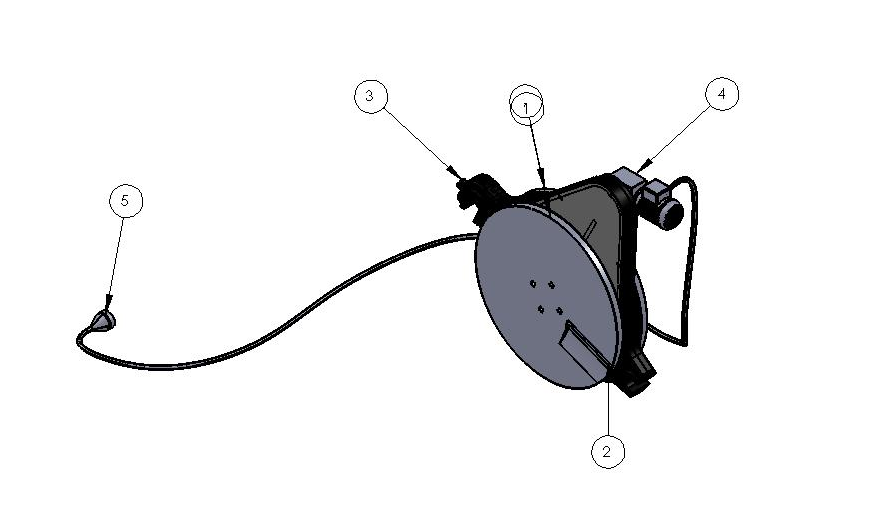
2.3 – Нагревательный элемент
Предназначен для разогрева торцов труб в сварочном процессе. Зеркало нагревателя имеет антиприлипающее тефлоновое покрытие. Задание, регулировка и поддержание необходимой температуры обеспечивает электронный регулятор с цифровым контроллером . На дисплее контроллера цифры красного цвета вверху показывают реальную температуру зеркала нагревателя, цифры зеленого цвета внизу показывают заданную температуру зеркала нагревателя . Для задания необходимой температуры сварочного процесса необходимо нажать на контроллере левую кнопку «SET» и удерживая ее в нажатом положении, изменить мигающее показание цифр, на необходимый показатель температуры сварки , нажатием кнопок ▲ - большее, или ▼ - меньше. Далее отпустить левую кнопку «SET». Выставленная температура будет автоматически поддерживаться электронным регулятором.
 Модель НW 630: – 7500 Вт
Модель НW 630: – 7500 Вт
Модель НW 800: – 10000 Вт
|
NO |
ДЕТАЛИ НАГРЕВАТЕЛЯ |
|
1 |
ЗЕРКАЛО НАГРЕВАТЕЛЯ |
|
2 |
ЦИФРОВОЙ КОНТРОЛЛЕР |
|
3 |
РУКОЯТКА |
|
4 |
ЭЛЕКТРИЧЕСКАЯ ВИЛКА |
2.4 –Корзина
Предназначена для хранения и транспортировки торцевателя и нагревательного элемента.
|
NO |
КОРЗИНА |
|
1 |
ОТСЕК НАГРЕВАТЕЛЯ |
|
2 |
ОТСЕК ТОРЦЕВАТЕЛЯ |
|
3 |
РУЧКА |
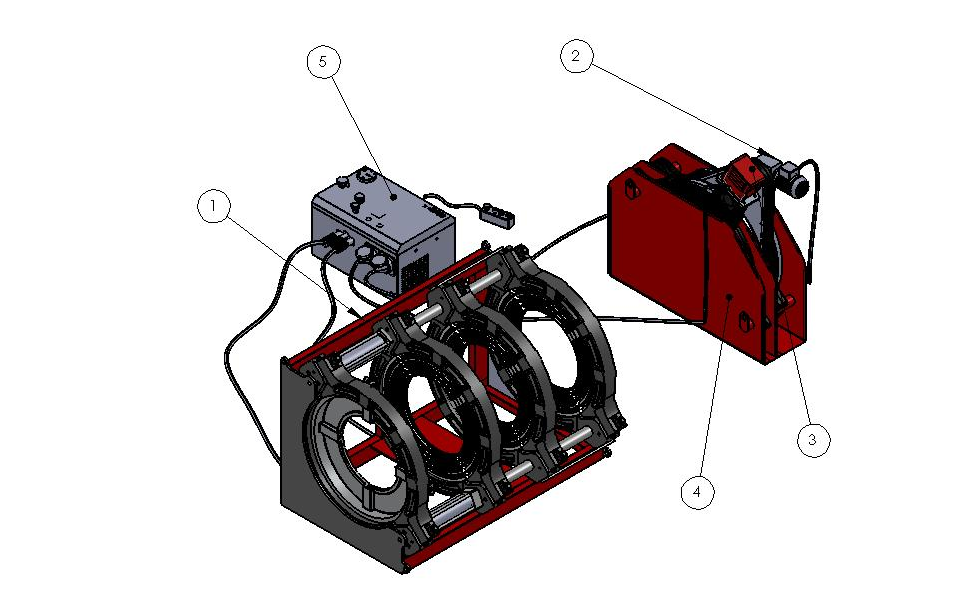
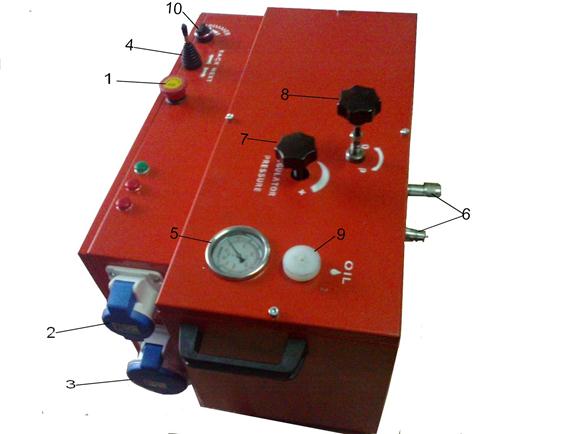
2.5 Гидравлический агрегат.
Предназначен для создания и контроля сварочного давления, управления работой центратора и торцевателя. Управление осуществляется с дистанционного пульта управления : разведение и сдвиг основных зажимов, включение и выключение электропривода торцевателя, кнопка аварийной остановки. Гидроагрегат имеет розетки для электроподключения торцевателя и нагревательного элемента. БРС предназначены для подсоединения маслошлангов к гидросистеме центратора.
Внимание !
При сведении под давлением основных зажимов центратора запорный вентиль 8 должен быть в закрытом положении (повернуть рычаг вентиля 8 до упора по часовой стрелке).
При разведении основных зажимов запорный вентиль 8 необходимо открыть (повернуть рычаг вентиля 8 в обратную сторону).
|
NO |
ГИДРАВЛИЧЕСКИЙ АГРЕГАТ |
|
1 |
АВАРИЙНАЯ КНОПКА |
|
2 |
РОЗЕТКА ТОРЦЕВАТЕЛЯ |
|
3 |
РОЗЕТКА НАГРЕВАТЕЛЯ |
|
4 |
УПРАВЛЕНИЕ ДВИЖЕНИЕМ ОСНОВНЫХ ЗАЖИМОВ |
|
5 |
МАНОМЕТР |
|
6 |
БЫСТРОРАЗЪЕМНЫЕ СОЕДИНЕНИЯ (БРС) |
|
7 |
ВЕНТИЛЬ УСТАНОВКИ ВЕЛИЧИНЫ ДАВЛЕНИЯ |
|
8 |
ЗАПОРНЫЙ ВЕНТИЛЬ |
|
9 |
ЩУП УРОВНЯ МАСЛА |
|
10 |
ВЫКЛЮЧАТЕЛЬ ТОРЦЕВАТЕЛЯ |
3. ЭКСПЛУАТАЦИЯ МАШИНЫ
Подготовка
1- Подключите ГИДРАВЛИЧЕСКИЙ АГРЕГАТ к электросети:
модель HW630, – 380 В трехфазная;
модель НW800 – 380 B трехфазная;
затем НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И ТОРЦЕВАТЕЛЬ К СООТВЕТСТВУЮЩИМ РОЗЕТКАМ на гидравлическом агрегате.
2- Дождитесь нагрева зеркала НАГРЕВАТЕЛЯ до заданной температуры по показаниям контроллера, подождите еще 10 минут до равномерного распределения температуры по поверхности зеркала перед сварочным процессом.
3- Присоедините через быстроразъемные соединения маслошланги от ЦЕНТРАТОРА к ГИДРАВЛИЧЕСКОМУ АГРЕГАТУ. Проверьте уровень масла при помощи маслоуказатея. Если масло отсутствует, используйте масло марки Shell Tellus 46 или HLP 46.
Подготовка к сварке
Внимание !
При сведении под давлением основных зажимов центратора запорный вентиль 8 должен быть в закрытом положении (повернуть рычаг вентиля 8 до упора по часовой стрелке).
При разведении основных зажимов запорный вентиль 8 необходимо открыть (повернуть рычаг вентиля 8 в обратную сторону).
4- Вставьте в основные зажимы вкладыши на необходимый диаметр трубы ,который будет свариваться.
5- Очистит трубы от грязи и вложите свариваемые трубы в зажимы , затяните зажимными гайками 6, несоосность и овальность труб выравнивается путем затяжки или отпуска зажимных гаек.
6- Сведите зажатые трубы вместе, при создании сварочного давления проверить прочность их фиксации в зажимах.
7- Разведите трубы кнопкой сведения и установите ТОРЦЕВАТЕЛЬ между трубами, закрепите фиксатором и включите его поворотом выключателя на пульте управления в положение «ON».
8- Сведите трубы кнопкой сведения на пульте и установите давление торцовки . При первой торцовке установите давление следующим образом: полностью откройте вентиль давления 7 и закройте запорный вентиль 8. На пульте управления нажмите кнопку «сдвиг» и удерживая ее постепенно увеличивая давление вентилем 7, выведите его на оптимальный уровень (но не более на 7бар).
9- После получения непрерывной стружки с обеих торцов труб, разведите трубы , выключите ТОРЦЕВАТЕЛЬ , снимите ТОРЦЕВАТЕЛЬ с ЦЕНТРАТОРА и вставьте его в корзину.
Переносить торцеватель в работающем состоянии категорически запрещается!
10- Сведите трубы и проверьте их параллельность и осевое смещение. Осевое смещение поверхностей труб относительно друг друга , должна быть не более 10% толщины стенки, а максимальный зазор между торцами труб не более 0,5 мм. В противном случае необходимо повторить центровку и торцевание труб.
Сварка
11- Перед началом процесса сварки необходимо определить показание давления сопротивления Рс - это минимально необходимое давление для перемещения трубы (зависит от длины трубы и условий ее перемещения). Для этого полностью разведите трубы. Установите вентиль давления 7 на минимальное значение, нажмите кнопку на пульте на «сдвиг» и удерживая ее начинайте вентилем 7 увеличивать давление до тех пор, пока подвижные зажимы с трубой не придут в уверенное движение, снимите это показание с манометра. Это давление сопротивления Рс необходимо приплюсовать к табличным значениям давления выравнивания Р1. Получаем давление оплавления равное: Р1+Рс .
12- Вставьте НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ на станину между торцами труб. Сведите зажимы и установите суммарное значение давления выравнивания и сопротивления Р1+Рс и зафиксируйте его. Когда величина наплыва (грата) достигнет необходимого табличного размера H (мм) по всему периметру обеих труб, сбросьте давление до минимума или нуля , но не превышающее «давление нагрева» Р2 открытием запорного вентиля 8, начало отсчета время нагрева t1. После этого снова закройте вентиль. При этом следите, чтобы концы труб не отошли от нагревательного элемента.
13- После завершения отрезка времени нагрева t1 разведите трубы и удалите НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ за время не превышающее «время перестановки» t2. Затем сведите трубы, плавно (линейно) увеличивая давление за время не превышающее «время увеличение давл.» t3 до величины давления соединения Р3+Рс, начало отсчета время остывания t4. В течении первых 20-100 сек. удерживайте копку сдвига в нажатом состоянии, затем ее можно отпустить. Давление соединения (охлаждения) поддерживаться постоянным в течении всего время остывания t4.
14- После завершения времени остывания t4 сбросьте давление вентилем 8. Откройте зажимы и достаньте сваренные трубы. Далее можно перейти к подготовке и сварке следующего стыка.
Завершение работы
15- Отключите нагревательный элемент, торцеватель, гидроагрегат от сети.
16- Отсоедините маслошланги от гидроагрегата.
Внимание! Защищайте муфты быстроразъемных соединений от грязи!
4. Параметры сварки
Все необходимые параметры для сварки трубы приведены в соответствующих таблицах.
Общие требования
Так как на сварку в значительной мере влияют погодные и окружающие условия, следует придерживаться соответствующих данных в предписаниях .
(За процессом сварки следует постоянно внимательно наблюдать!)
Важные указания по параметрам сварки
В отдельных случаях следует ознакомиться с параметрами обработки трубы, связанными со спецификой материала, которые предоставляет производитель трубы.
Значения давления выравнивания/стыковки, приведенные в сварочных таблицах, вычисляют по следующей формуле:
Поверхность сварки (см2) х сварочный коэффициент
ДАВЛЕНИЕ (бар) = ____________________________________________________
Площадь цилиндров (см2)
Сварочный коэффициент РЕ = 1,5; РР = 1.
Площадь цилиндров НW 630 – 23,06 см2
Площадь цилиндров НW 800 - см2
Циклограмма процесса сварки встык нагретым инструментом
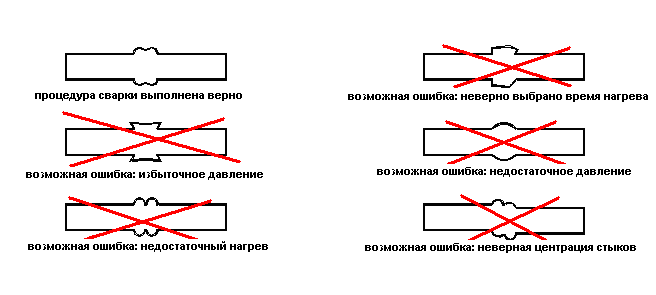
Визуальная диагностика возможных ошибок при проведении процедуры сварки
5. Уход и сервисное обслуживание
Для поддержания машины в рабочем состоянии:
1. Направляющие штанги должны содержаться в чистоте. Если поверхность штанги повреждена, их следует заменить, т.к. возможна потеря давления.
2. Торцеватель, нагревательный элемент и гидроагрегат можно эксплуатировать, только если напряжение в сети соответствует данным на типовой табличке.
3. Для получения сварного шва безупречного качества нагревательный элемент следует содержать в чистоте. Если поверхность нагревательного элемента повреждена, поверхность элемента следует восстановить или заменить. Остатки материала на сварочном зеркале ухудшают качество антиприлипающего покрытия, их следует удалить неворсистой бумагой со спиртом. Категорически запрещается чистить поверхность зеркала металлической щеткой.
4. Регулярно проверяйте уровень масла в гидроагрегате (уровень масла должен быть между мин. и макс. отметкой).
При необходимости долейте гидравлическое масло.
5. Гидравлическое масло следует менять каждые 6 месяцев.
6.Регулярно проверяйте гидроагрегат на герметичность, резьбовые соединения, а также состояние электрокабеля.
7. Быстроразъемные соединения на гидроагрегате и на шлангах следует защищать от грязи. Если они загрязнилась, их необходимо очистить.
8. Торцеватель имеет два двухсторонних ножа. Если качество резки ножей ухудшилось, их можно перевернуть или заменить.
Следите за тем, чтобы концы свариваемых труб/изделий были чистыми, тогда ножи торцевателя прослужат гораздо дольше.
Ежегодно отправляйте машину в сервисный центр для проверки. Если машина эксплуатируется в напряженном режиме, интервалы проверки должны быть короче.
Уход за машиной и инструментом
- При работе чистым и острым инструментом получается наилучший результат.
- Затупившиеся, поврежденные или потерянные части следует сразу заменять.
- При ремонте пользуйтесь только оригинальными зап. частями. Ремонт должен осуществлять специально обученный персонал.
- Если машина не используется, перед проведением тех. ухода и тех. обслуживания, а также перед заменой частей вытащите штекер из розетки.
- Перед тем, как вставить штекер в розетку, убедитесь, что машина и ее принадлежности выключены.
- При использовании удлинительного кабеля убедитесь, что он исправен. Использовать разрешается только кабели, допущенные для эксплуатации на улице.
- Не разрешается использовать инструмент и машины, если корпус или ручки, особенно из пластмассы, треснули/разорваны.
- Грязь и влага, попадая в трещины, проводят электрический ток. Это может привести к
поражению электрическим током, если в инструменте/машине повреждена изоляция.
Гарантия
Гарантийный срок составляет 12 месяцев с даты поставки.
Неисправности, возникшие вследствие естественного износа, неправильной эксплуатацией или перегрузки аппарата, не покрываются настоящей гарантией.
Гарантия также не действует, если аппарат вскрывался.
Сварочные таблицы для HW 630; 800
Сварочные машины HW 630, HW 800, PE-80/PE-100, SDR 33
|
D[mm] |
S[mm] |
Площадь цилиндров [sm2] |
Площадь сварки (sm2) |
T [°C] PE-80 |
T [°C] PE-100 |
P1 [bar] |
H [mm] |
P2 [bar] |
t1 [sec] |
t2 [sec] |
t3 [sec] |
P3 [bar] |
t4 [min] |
|
200 |
6,2 |
23,06 |
37,73 |
217 |
220 |
2 |
1 |
1 |
62 |
6 |
6 |
2 |
9 |
|
225 |
6,9 |
23,06 |
47,25 |
216 |
220 |
3 |
1 |
1 |
69 |
6 |
6 |
3 |
10 |
|
250 |
7,7 |
23,06 |
58,58 |
216 |
220 |
4 |
1,5 |
1 |
77 |
6 |
6 |
4 |
11 |
|
280 |
8,6 |
23,06 |
73,29 |
215 |
220 |
5 |
1,5 |
1 |
86 |
6 |
7 |
5 |
12 |
|
315 |
9,7 |
23,06 |
92,99 |
214 |
220 |
6 |
1,5 |
1 |
97 |
7 |
7 |
6 |
13 |
|
355 |
10,9 |
23,06 |
117,77 |
213 |
220 |
8 |
1,5 |
2 |
109 |
7 |
8 |
8 |
15 |
|
400 |
12,3 |
23,06 |
149,74 |
211 |
220 |
10 |
2 |
2 |
123 |
7 |
9 |
10 |
17 |
|
450 |
13,8 |
23,06 |
189,01 |
210 |
220 |
12 |
2 |
3 |
138 |
8 |
9 |
12 |
18 |
|
500 |
15,3 |
23,06 |
232,86 |
209 |
220 |
15 |
2 |
3 |
153 |
8 |
10 |
15 |
20 |
|
560 |
17,2 |
23,06 |
293,16 |
208 |
220 |
19 |
2 |
4 |
172 |
9 |
10 |
19 |
23 |
|
630 |
19,3 |
23,06 |
370,10 |
207 |
220 |
24 |
2,5 |
5 |
193 |
10 |
11 |
24 |
25 |
|
710 |
21,8 |
23,06 |
471,09 |
205 |
220 |
31 |
2,5 |
6 |
218 |
10 |
11 |
31 |
26 |
|
800 |
24,5 |
23,06 |
596,59 |
205 |
220 |
39 |
2,5 |
6 |
245 |
11 |
12 |
39 |
28 |
Сварочные машины HW 630, HW 800, PE-80/PE-100, SDR 26
|
D[mm] |
S[mm] |
Площадь цилиндров [sm2] |
Площадь сварки (sm2) |
T [°C] PE-80 |
T [°C] PE-100 |
P1 [bar] |
H [mm] |
P2 [bar] |
t1 [sec] |
t2 [sec] |
t3 [sec] |
P3 [bar] |
t4 [min] |
|
200 |
7,7 |
23,06 |
46,49 |
216 |
220 |
3 |
1,5 |
0,7 |
77 |
6 |
6 |
3 |
11 |
|
225 |
8,6 |
23,06 |
58,44 |
215 |
220 |
4 |
1,5 |
0,8 |
86 |
6 |
7 |
4 |
12 |
|
250 |
9,6 |
23,06 |
72,47 |
214 |
220 |
5 |
1,5 |
1 |
96 |
7 |
7 |
5 |
13 |
|
280 |
10,7 |
23,06 |
90,48 |
213 |
220 |
6 |
1,5 |
1,3 |
107 |
7 |
8 |
6 |
14 |
|
315 |
12,1 |
23,06 |
115,08 |
212 |
220 |
7 |
2 |
1,6 |
121 |
7 |
8 |
7 |
16 |
|
355 |
13,6 |
23,06 |
145,79 |
210 |
220 |
9 |
2 |
2,1 |
136 |
8 |
9 |
9 |
18 |
|
400 |
15,3 |
23,06 |
184,82 |
209 |
220 |
12 |
2 |
2,6 |
153 |
8 |
10 |
12 |
20 |
|
450 |
17,2 |
23,06 |
233,75 |
208 |
220 |
15 |
2 |
3,3 |
172 |
9 |
11 |
15 |
23 |
|
500 |
19,1 |
23,06 |
288,41 |
207 |
220 |
19 |
2,5 |
4,1 |
191 |
10 |
12 |
19 |
25 |
|
560 |
21,4 |
23,06 |
361,92 |
206 |
220 |
24 |
2,5 |
5,1 |
214 |
10 |
13 |
24 |
28 |
|
630 |
24,1 |
23,06 |
458,51 |
205 |
220 |
30 |
2,5 |
6,5 |
241 |
11 |
14 |
30 |
31 |
|
710 |
27,2 |
23,06 |
583,17 |
203 |
220 |
38 |
3 |
6,6 |
272 |
12 |
14 |
38 |
33 |
|
800 |
30,6 |
23,06 |
739,27 |
203 |
220 |
48 |
3 |
6,6 |
306 |
12 |
15 |
48 |
37 |
Сварочные машины HW 630, HW 800, PE-80/PE-100, SDR 22
|
D[mm] |
S[mm] |
Площадь цилиндров [sm2] |
Площадь сварки (sm2) |
T [°C] PE-80 |
T [°C] PE-100 |
P1 [bar] |
H [mm] |
P2 [bar] |
t1 [sec] |
t2 [sec] |
t3 [sec] |
P3 [bar] |
t4 [min] |
|
200 |
9,1 |
23,06 |
54,55 |
214 |
220 |
4 |
1,5 |
0,8 |
91 |
6 |
7 |
4 |
12 |
|
225 |
10,3 |
23,06 |
69,44 |
213 |
220 |
5 |
1,5 |
1 |
103 |
7 |
8 |
5 |
14 |
|
250 |
11,4 |
23,06 |
85,41 |
212 |
220 |
6 |
1,5 |
1,2 |
114 |
7 |
8 |
6 |
15 |
|
280 |
12,8 |
23,06 |
107,39 |
211 |
220 |
7 |
2 |
1,5 |
128 |
8 |
9 |
7 |
17 |
|
315 |
14,4 |
23,06 |
135,92 |
210 |
220 |
9 |
2 |
1,9 |
144 |
8 |
10 |
9 |
19 |
|
355 |
16,2 |
23,06 |
172,34 |
209 |
220 |
11 |
2 |
2,4 |
162 |
9 |
10 |
11 |
21 |
|
400 |
18,2 |
23,06 |
218,19 |
207 |
220 |
14 |
2 |
3,1 |
182 |
9 |
11 |
14 |
24 |
|
450 |
20,5 |
23,06 |
276,47 |
206 |
220 |
18 |
2,5 |
3,9 |
205 |
10 |
12 |
18 |
27 |
|
500 |
22,8 |
23,06 |
341,64 |
205 |
220 |
22 |
2,5 |
4,8 |
228 |
11 |
13 |
22 |
30 |
|
560 |
25,5 |
23,06 |
427,97 |
204 |
220 |
28 |
2,5 |
6,1 |
225 |
12 |
15 |
28 |
33 |
|
630 |
28,7 |
23,06 |
541,88 |
203 |
220 |
35 |
3 |
6,6 |
287 |
13 |
16 |
35 |
37 |
|
710 |
33,9 |
23,06 |
719,68 |
203 |
220 |
47 |
3 |
6,6 |
323 |
15 |
16 |
47 |
39 |
|
800 |
38,1 |
23,06 |
911,49 |
200 |
220 |
59 |
3 |
6,6 |
364 |
16 |
19 |
59 |
45 |
Сварочные машины HW 630, HW 800, PE-80/PE-100, SDR 17
|
D[mm] |
S[mm] |
Площадь цилиндров [sm2] |
Площадь сварки (sm2) |
T [°C] PE-80 |
T [°C] PE-100 |
P1 [bar] |
H [mm] |
P2 [bar] |
t1 [sec] |
t2 [sec] |
t3 [sec] |
P3 [bar] |
t4 [min] |
|
200 |
9,1 |
23,06 |
54,55 |
214 |
220 |
4 |
1,5 |
0,8 |
91 |
6 |
7 |
4 |
12 |
|
225 |
10,3 |
23,06 |
69,44 |
213 |
220 |
5 |
1,5 |
1 |
103 |
7 |
8 |
5 |
14 |
|
250 |
11,4 |
23,06 |
85,41 |
212 |
220 |
6 |
1,5 |
1,2 |
114 |
7 |
8 |
6 |
15 |
|
280 |
12,8 |
23,06 |
107,39 |
211 |
220 |
7 |
2 |
1,5 |
128 |
8 |
9 |
7 |
17 |
|
315 |
14,4 |
23,06 |
135,92 |
210 |
220 |
9 |
2 |
1,9 |
144 |
8 |
10 |
9 |
19 |
|
355 |
16,2 |
23,06 |
172,34 |
209 |
220 |
11 |
2 |
2,4 |
162 |
9 |
10 |
11 |
21 |
|
400 |
18,2 |
23,06 |
218,19 |
207 |
220 |
14 |
2 |
3,1 |
182 |
9 |
11 |
14 |
24 |
|
450 |
20,5 |
23,06 |
276,47 |
206 |
220 |
18 |
2,5 |
3,9 |
205 |
10 |
12 |
18 |
29 |
|
500 |
22,8 |
23,06 |
341,64 |
205 |
220 |
22 |
2,5 |
4,8 |
228 |
11 |
13 |
22 |
36 |
|
560 |
25,5 |
23,06 |
427,97 |
204 |
220 |
28 |
2,5 |
6 |
225 |
12 |
15 |
28 |
41 |
|
630 |
46,3 |
23,06 |
848,59 |
200 |
220 |
55 |
3,5 |
6 |
374 |
18 |
19 |
55 |
45 |
|
710 |
42,1 |
23,06 |
882,92 |
200 |
220 |
57 |
3,5 |
7 |
421 |
18 |
21 |
48 |
48 |
|
800 |
47,4 |
23,06 |
1120,14 |
200 |
220 |
73 |
3,5 |
9 |
474 |
19 |
24 |
73 |
53 |
Сварочные машины HW 630, HW 800, PE-80/PE-100, SDR 13,6
|
D[mm] |
S[mm] |
Площадь цилиндров [sm2] |
Площадь сварки (sm2) |
T [°C] PE-80 |
T [°C] PE-100 |
P1 [bar] |
H [mm] |
P2 [bar] |
t1 [sec] |
t2 [sec] |
t3 [sec] |
P3 [bar] |
t4 [min] |
|
315 |
23,2 |
23,06 |
212,57 |
205 |
220 |
14 |
2,5 |
3 |
232 |
11 |
14 |
12 |
20 |
|
355 |
26,1 |
23,06 |
269,55 |
204 |
220 |
18 |
3 |
3,8 |
261 |
12 |
15 |
18 |
25 |
|
400 |
29,4 |
23,06 |
342,12 |
203 |
220 |
22 |
3 |
4,8 |
294 |
13 |
16 |
22 |
29 |
|
450 |
33,1 |
23,06 |
433,30 |
202 |
220 |
28 |
3 |
6,1 |
331 |
14 |
18 |
28 |
35 |
|
500 |
36,8 |
23,06 |
535,24 |
201 |
220 |
35 |
3 |
7,6 |
368 |
15 |
20 |
35 |
45 |
|
560 |
41,2 |
23,06 |
671,16 |
201 |
220 |
44 |
3,5 |
9,5 |
412 |
16 |
20 |
44 |
50 |
|
630 |
46,3 |
23,06 |
848,59 |
200 |
220 |
55 |
3,5 |
12 |
463 |
19 |
21 |
55 |
55 |
|
710 |
52,2 |
23,06 |
1078,19 |
200 |
220 |
70 |
3,5 |
12 |
522 |
21 |
21 |
70 |
62 |
|
800 |
58,8 |
23,06 |
1368,49 |
200 |
220 |
89 |
3,5 |
12 |
588 |
22 |
24 |
89 |
67 |
Сварочные машины HW 630, HW 800, PE-80/PE-100, SDR 11
|
D[mm] |
S[mm] |
Площадь цилиндров [sm2] |
Площадь сварки (sm2) |
T [°C] PE-80 |
T [°C] PE-100 |
P1 [bar] |
H [mm] |
P2 [bar] |
t1 [sec] |
t2 [sec] |
t3 [sec] |
P3 [bar] |
t4 [min] |
|
200 |
18,2 |
23,06 |
103,90 |
207 |
220 |
7 |
2 |
1,5 |
182 |
9 |
11 |
7 |
24 |
|
225 |
20,5 |
23,06 |
131,64 |
206 |
220 |
9 |
2,5 |
1,9 |
205 |
10 |
12 |
9 |
27 |
|
250 |
22,7 |
23,06 |
162,01 |
205 |
220 |
11 |
2,5 |
2,3 |
227 |
11 |
13 |
11 |
29 |
|
280 |
25,4 |
23,06 |
203,06 |
204 |
220 |
13 |
2,5 |
2,9 |
254 |
12 |
15 |
13 |
33 |
|
315 |
28,6 |
23,06 |
257,20 |
203 |
220 |
17 |
3 |
3,6 |
286 |
13 |
16 |
17 |
36 |
|
355 |
32,2 |
23,06 |
326,38 |
202 |
220 |
21 |
3 |
4,6 |
322 |
14 |
18 |
21 |
41 |
|
400 |
36,3 |
23,06 |
414,55 |
201 |
220 |
27 |
3 |
5,9 |
363 |
15 |
19 |
27 |
45 |
|
450 |
40,9 |
23,06 |
525,39 |
201 |
220 |
34 |
3,5 |
7,4 |
409 |
16 |
22 |
34 |
50 |
|
500 |
45,4 |
23,06 |
648,06 |
200 |
220 |
42 |
3,5 |
9,2 |
454 |
18 |
24 |
42 |
55 |
|
560 |
50,8 |
23,06 |
812,24 |
200 |
220 |
53 |
4 |
11,5 |
508 |
19 |
26 |
53 |
61 |
|
630 |
57,2 |
23,06 |
1028,79 |
200 |
220 |
67 |
4 |
14,6 |
572 |
21 |
29 |
67 |
67 |
|
710 |
64,5 |
23,06 |
1307,33 |
200 |
220 |
85 |
4 |
15 |
645 |
23 |
29 |
85 |
72 |
|
800 |
72,6 |
23,06 |
1658,21 |
200 |
220 |
108 |
4 |
15 |
705 |
23 |
29 |
108 |
77 |
Сварочные машины HW 630, HW 800, PE-80/PE-100, SDR 9
|
D[mm] |
S[mm] |
Площадь цилиндров [sm2] |
Площадь сварки (sm2) |
T [°C] PE-80 |
T [°C] PE-100 |
P1 [bar] |
H [mm] |
P2 [bar] |
t1 [sec] |
t2 [sec] |
t3 [sec] |
P3 [bar] |
t4 [min] |
|
200 |
22,4 |
23,06 |
124,92 |
205 |
220 |
8 |
2,5 |
1,8 |
224 |
11 |
13 |
8 |
29 |
|
225 |
25,2 |
23,06 |
158,10 |
204 |
220 |
10 |
2,5 |
2,2 |
252 |
11 |
14 |
10 |
32 |
|
250 |
27,9 |
23,06 |
194,57 |
203 |
220 |
13 |
3 |
2,8 |
279 |
12 |
16 |
13 |
36 |
|
280 |
31,3 |
23,06 |
244,43 |
202 |
220 |
16 |
3 |
3,5 |
313 |
13 |
17 |
16 |
40 |
|
315 |
35,2 |
23,06 |
309,26 |
202 |
220 |
20 |
3 |
4,4 |
352 |
15 |
19 |
20 |
44 |
|
355 |
39,7 |
23,06 |
393,05 |
201 |
220 |
26 |
3,5 |
5,6 |
397 |
16 |
21 |
26 |
49 |
|
400 |
44,7 |
23,06 |
498,69 |
200 |
220 |
32 |
3,5 |
7,1 |
447 |
18 |
23 |
32 |
54 |
|
450 |
50,3 |
23,06 |
631,29 |
200 |
220 |
41 |
4 |
8,9 |
503 |
19 |
26 |
41 |
60 |
|
500 |
55,8 |
23,06 |
778,29 |
200 |
220 |
51 |
4 |
11 |
558 |
21 |
28 |
51 |
66 |
|
560 |
62,5 |
23,06 |
976,34 |
200 |
220 |
64 |
4 |
13,8 |
625 |
23 |
31 |
64 |
72 |
Сварочные машины HW 630, HW 800, PE-80/PE-100, SDR 7,4
|
D[mm] |
S[mm] |
Площадь цилиндров [sm2] |
Площадь сварки (sm2) |
T [°C] PE-80 |
T [°C] PE-100 |
P1 [bar] |
H [mm] |
P2 [bar] |
t1 [sec] |
t2 [sec] |
t3 [sec] |
P3 [bar] |
t4 [min] |
|
200 |
27,4 |
23,06 |
148,50 |
203 |
220 |
10 |
3 |
2,1 |
274 |
12 |
15 |
10 |
35 |
|
225 |
30,8 |
23,06 |
187,81 |
202 |
220 |
12 |
3 |
2,7 |
308 |
13 |
17 |
12 |
39 |
|
250 |
34,2 |
23,06 |
231,74 |
202 |
220 |
15 |
3 |
3,3 |
342 |
14 |
19 |
15 |
43 |
|
280 |
38,3 |
23,06 |
290,67 |
201 |
220 |
19 |
3,5 |
4,1 |
383 |
16 |
20 |
19 |
47 |
|
315 |
43,1 |
23,06 |
367,97 |
201 |
220 |
24 |
3,5 |
5,2 |
431 |
17 |
23 |
24 |
53 |
|
355 |
48,5 |
23,06 |
466,77 |
200 |
220 |
30 |
3,5 |
6,6 |
485 |
19 |
25 |
30 |
58 |
|
400 |
54,7 |
23,06 |
593,08 |
200 |
220 |
39 |
4 |
8,4 |
547 |
21 |
28 |
39 |
65 |
|
450 |
61,5 |
23,06 |
750,23 |
200 |
220 |
49 |
4 |
10,6 |
615 |
23 |
31 |
49 |
72 |
|
500 |
68,3 |
23,06 |
925,83 |
200 |
220 |
60 |
4 |
13,1 |
683 |
25 |
34 |
60 |
78 |
Сварочные машины HW 630, HW 800, PE-80/PE-100, SDR 7,25
|
D[mm] |
S[mm] |
Площадь цилиндров [sm2] |
Площадь сварки (sm2) |
T [°C] PE-80 |
T [°C] PE-100 |
P1 [bar] |
H [mm] |
P2 [bar] |
t1 [sec] |
t2 [sec] |
t3 [sec] |
P3 [bar] |
t4 [min] |
|
200 |
27,6 |
23,06 |
149,41 |
203 |
220 |
10 |
3 |
2,1 |
276 |
12 |
16 |
10 |
35 |
|
225 |
31,3 |
23,06 |
190,37 |
202 |
220 |
12 |
3 |
2,7 |
313 |
13 |
17 |
12 |
40 |
|
250 |
34,5 |
23,06 |
233,45 |
202 |
220 |
15 |
3 |
3,3 |
345 |
14 |
19 |
15 |
43 |
|
280 |
38,7 |
23,06 |
293,22 |
201 |
220 |
19 |
3,5 |
4,2 |
387 |
16 |
21 |
19 |
48 |
|
315 |
43,5 |
23,06 |
370,84 |
201 |
220 |
24 |
3,5 |
5,3 |
435 |
17 |
23 |
24 |
53 |
|
355 |
49 |
23,06 |
470,81 |
200 |
220 |
31 |
3,5 |
6,7 |
490 |
19 |
25 |
31 |
59 |
|
400 |
55,2 |
23,06 |
597,63 |
200 |
220 |
39 |
4 |
8,5 |
552 |
21 |
28 |
39 |
65 |
|
450 |
62,1 |
23,06 |
756,38 |
200 |
220 |
49 |
4 |
10,7 |
621 |
23 |
31 |
49 |
72 |
|
500 |
68,3 |
23,06 |
925,83 |
200 |
220 |
60 |
4 |
13,1 |
683 |
25 |
34 |
60 |
78 |
Сварочные машины HW 630, HW 800, PE-80/PE-100, SDR 6
|
D[mm] |
S[mm] |
Площадь цилиндров [sm2] |
Площадь сварки (sm2) |
T [°C] PE-80 |
T [°C] PE-100 |
P1 [bar] |
H [mm] |
P2 [bar] |
t1 [sec] |
t2 [sec] |
t3 [sec] |
P3 [bar] |
t4 [min] |
|
200 |
33,2 |
23,06 |
173,89 |
202 |
220 |
11 |
3 |
2,5 |
332 |
14 |
18 |
11 |
42 |
|
225 |
37,4 |
23,06 |
220,31 |
201 |
220 |
14 |
3,5 |
3,1 |
374 |
15 |
20 |
14 |
46 |
|
250 |
41,5 |
23,06 |
271,70 |
201 |
220 |
18 |
3,5 |
3,8 |
415 |
17 |
22 |
18 |
51 |
|
280 |
46,5 |
23,06 |
340,93 |
200 |
220 |
22 |
3,5 |
4,8 |
465 |
18 |
24 |
22 |
56 |
|
315 |
52,3 |
23,06 |
431,41 |
200 |
220 |
28 |
4 |
6,1 |
523 |
20 |
27 |
28 |
62 |
|
355 |
59 |
23,06 |
548,37 |
200 |
220 |
36 |
4 |
7,8 |
590 |
22 |
30 |
36 |
69 |
|
400 |
66,5 |
23,06 |
696,38 |
200 |
220 |
45 |
4 |
9,9 |
665 |
24 |
33 |
45 |
76 |
